Printing object using a resin based process means working with a liquid that is harmful to skin and in some cases can be a little smelly. The nature of the liquid, and how the process works, leaves open the possibility of a big old mess if you are not careful! Here is a rough overview of my printing process.
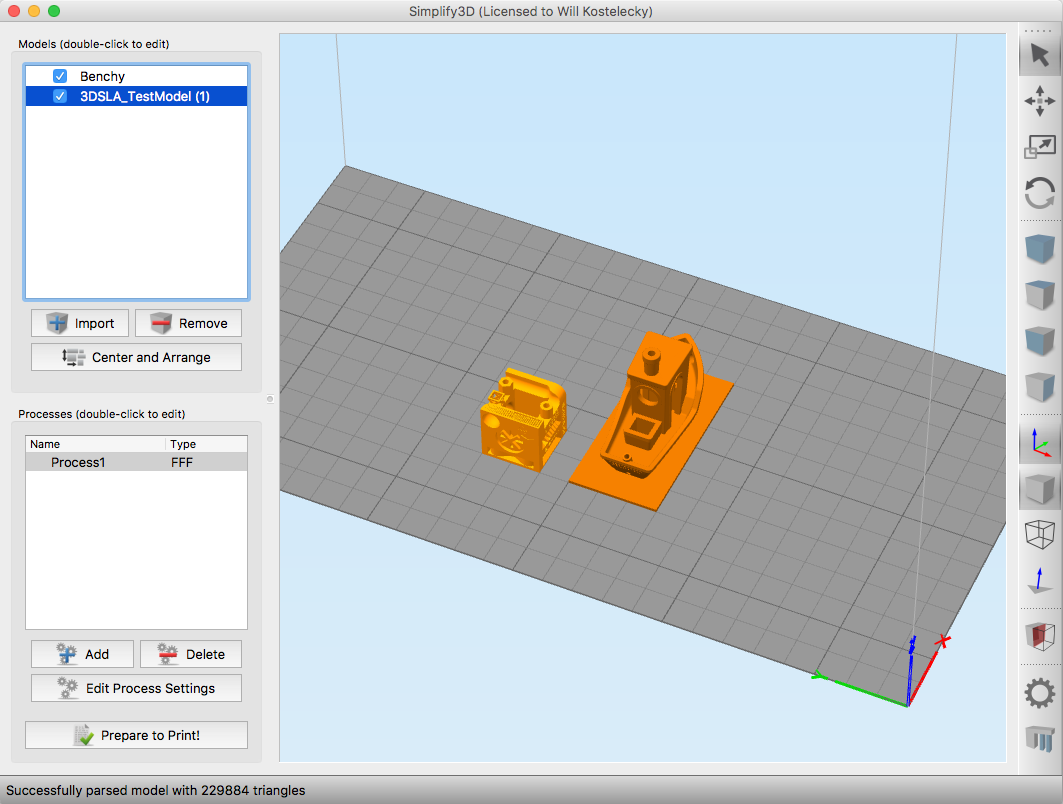
Select Models to Print: Select the models to be printed on a given plate. There is no time penalty for printing multiple pieces on a given run as long as any extras are shorter than the "primary" print.
| |
Add Support Structures: Add support structures to each of the models that you will be printing (assuming they need them and do not already have them in place). Some printers come with software that can do this as part of the printing process. I use NanoDLP and while it "can" ... I "dont". I am still evolving my workflow but what I have found to work the best is a product called Flashprint sold by another printer manufacturer. As this is a workflow overview it will not be talked about here. Suffice to say that at the end of this step you will have an STL with your model and the necessary support structures so that it can be printed.
| |
Create Plate to Print: You now have one or more models that are ready to print each with supports added if needed. In this case they are not. I am showing Simplify3D here which is what I use to construct the plate to print if there are multiple models. I can easily move, scale, and even add a base (by combining a flat model). You should be able to do this easily in NanoDlp but I have not found this to be the case. You can also accomplish the same thing in Meshmixer, Flashprint, or B9creator.
|  |
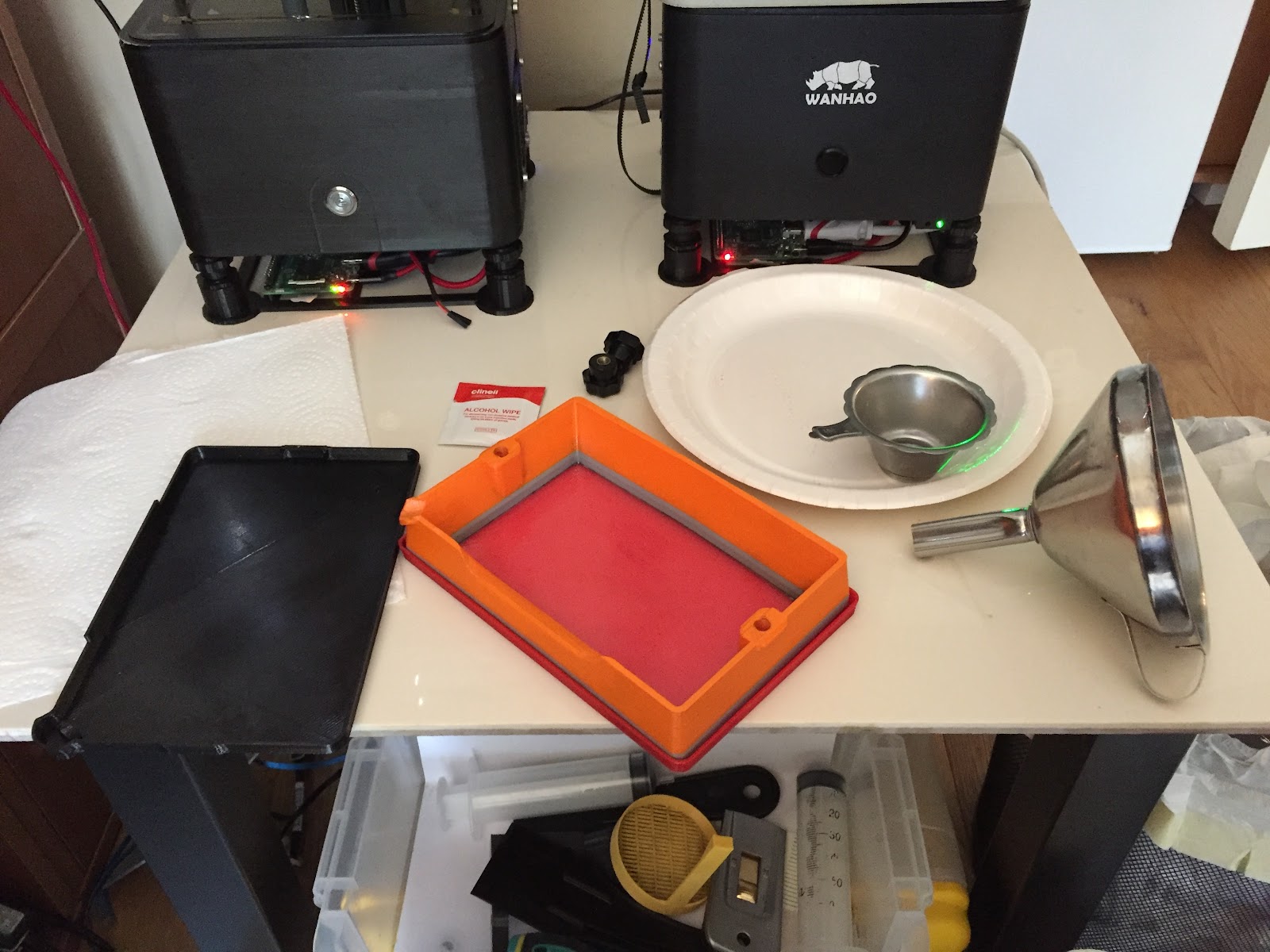
Prepare your work area: This is the principal work area for my resin based printing. The ultrasonic cleaner, UV curing station, and resin storage are not in the picture but are to the left of my desk which is to the left of this area. Small man cave!
1) Floor tile cost me a couple quid as a sample. Paper plates are essential items!
2) Trash can needs to be close so
3) You have a place to put all the paper towels you are going to be using.
4) Handy storage for things you will need to work on the prints and that will likely be contaminated with resin
5) Handy storage for rubber gloves and also for IPA soaked wipes.
6) Rack that I designed for storage of vats. Room for six of them though I only have four. The other two slots are being used for drawers. To the left you can see secondary resin bottles with one for each of the flavours of resin currently in a vat.
|  |
Prepare to Print: Select the resin to be used and clean the vat and build plate (if needed). Here I have just emptied a vat of the resin that was in it. I used the funnel and the tea strainer you see on the table. I never pour resin back into the source bottle as I have a collection of small bottles for interim storage. The vat is from the FepShop. The red and black covers can be downloaded from Thingiverse and printed on any FDM printer.
|  |
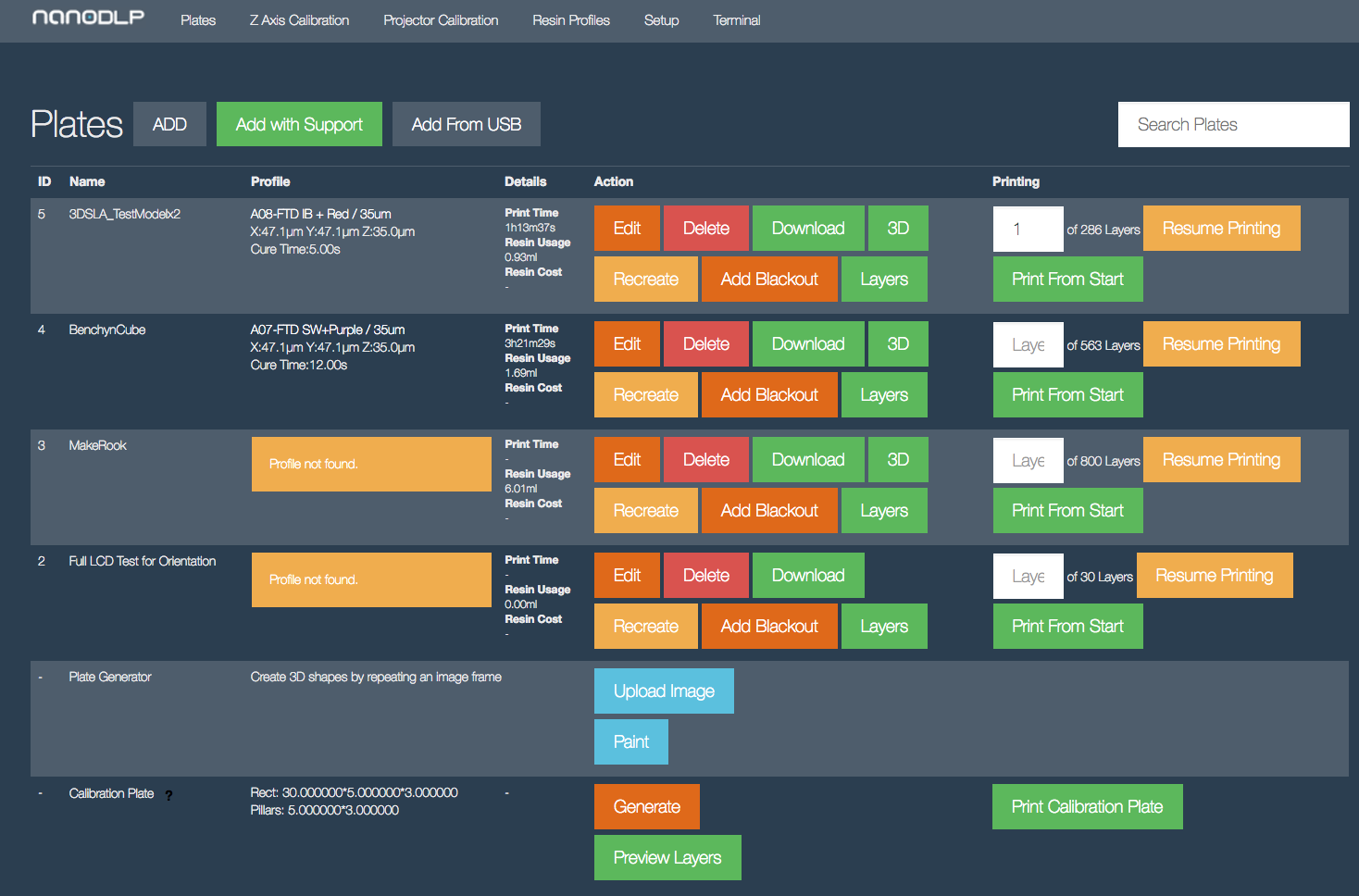
Print: Time to print the model(s). At this point the vat is on the printer with resin in it, the build plate assembly has been mounted and leveled, and we are ready to go.
|  |
Drain Excess Resin: Once the print is complete you can use one of a variety of hangers to allow excess resin to drip from the plate. Or you can be impatient and waste some resin by taking it directly to the paper plate.
See the wiki for a long list of printable mods for the D7 including the draining holder.
|  |
Remove from Build Plate: Carefully remove your model(s) from the build plate. I use a glass scraper combined with a spatula if needed. The tweezers are handy for small parts.
Supports can be removed now or after the cleaning step.
|  |
Initial IPA Rinse: I use a two step rinse process. Thirty or so seconds in bath #1 with manual agitation.
|  |
Second IPA Rinse / Ultrasonic Clean: Then move the parts to bath #2 and put in the ultrasonic cleaner for three to five minutes depending on the model and the resin. Regularily discard the IPA from bath #1 replacing with IPA from bath #2. Fill container for bath #2 with fresh IPA at that point.
|  |
Final Post Process Steps: Once the parts are clean you can either let them air dry or you can rinse them well. Any IPA left on them when they are cured will cause white spots. In the picture you can see my UV Nail Dryer with a container full of water for the parts to cure in. For larger parts I have bread loaf pan that can be filled with water and put outside in the sun. The water, btw, keeps the cure process from resulting in a tacky surface.
Note that this cabinet is also my storage area for resin. On the lower shelf there are source bottles on the right and in-use bottles on the left.
|  |
Great Article!
ReplyDelete
ReplyDeleteAre you searching for Jeffamine D230?
Are you tired looking of a lot of sites...
Then here is one of the best website for resins Sohman Epoxy . Apart from this check this one also Solvents similar to your blog. Thank you for the information that you given here...
. There are two common means to this end. First, you could use a Sharpie or other soft tipped, permanent marker to write the contents directly on the disc's surface. free 3d models download
ReplyDelete